
Іржа на груші є однією з провідних хвороб, з якою майже кожен власник саду зіштовхується. Ця хвороба спричинює ураження листків, плодів та гілок, що призводить до великих втрат врожаю. Щоб уникнути поширення іржі та зберегти свої груші, необхідно вчасно проводити заходи з профілактики та лікування. У цьому матеріалі ми розповімо про найефективніші препарати від іржі на груші.
Препарати на основі міді є одними з найпопулярніших засобів для боротьби з іржою на грушах. Мідь є досить ефективною проти цієї хвороби і має довготривалу дію. Такі препарати можна використовувати як для профілактики, так і для лікування. Вони здатні попередити ураження рослини інфекцією або зупинити розвиток захворювання в самому початковому етапі.
Препарати на основі міді мають широкий спектр дії і можуть бути використані для боротьби з різними видами іржі на груші. Такі засоби здатні знищувати грибкові спори, а також перешкоджати розмноженню патогенних мікроорганізмів, що сприяють розвитку хвороби.
Фунгіциди є ще одним важливим засобом в боротьбі з іржою на грушах. Ці препарати надають швидкої і ефективної дії у лікуванні іржі та профілактиці зараження. Фунгіциди засновані на спеціальних речовинах, які можуть знищувати грибкові інфекції. Такі препарати застосовуються як покритий спосіб, так і внутрішньо, залежно від типу хвороби та її поширеності.
Необхідно пам’ятати, що перед використанням будь-яких препаратів від іржі на груші, необхідно детально ознайомитися з інструкцією та дотримуватися всіх рекомендацій. Також варто звернути увагу на вибір якісних і сертифікованих препаратів, щоб гарантувати їх ефективність. Слід пам’ятати, що для успішної боротьби з іржою на грушах необхідно правильно визначити стадію зараження та обрати найбільш підходящий препарат для кожної конкретної ситуації.
Вплив іржі на груші
Зміст:

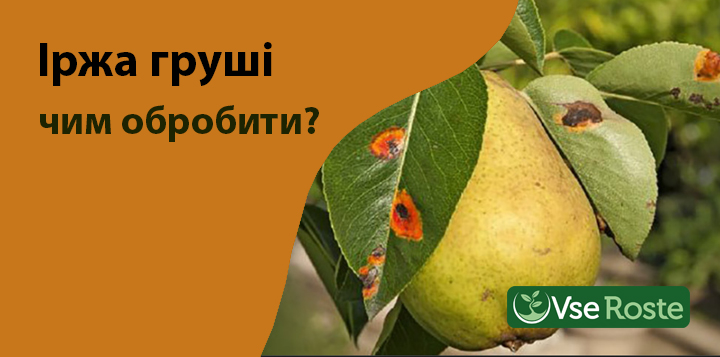
Іржа на грушах – це загальне хвороба, яка може значно погіршити стан рослин і вплинути на врожай. Іржа – це грибкове захворювання, яке впливає на листя і стебла груш, що призводить до утворення коричневих або червоних висипок.
Вплив іржі на груші може бути таким:
- Зниження врожайності: іржа може призвести до опадання листя та втрати здатності здійснювати фотосинтез, що може призвести до зменшення кількості груш на дереві.
- Погіршення якості плодів: іржа може впливати на здатність груш розкриватися та зростати належним чином, що може призвести до формування місцевих дефектів або неправильної форми плодів.
- Загроза розповсюдження: іржа може швидко розповсюджуватися з одного дерева на інше через спори грибів. Це може спричинити іржу усіх грушевих дерев у саду, що може значно вплинути на загальну врожайність.
Поняття про вплив іржі на груші важливо зрозуміти для того, щоб вчасно реагувати на захворювання і вживати необхідні заходи для боротьби з іржею. Одним з найефективніших способів боротьби з іржею є використання спеціальних препаратів, які можуть захистити груші від захворювання і покращити загальний стан рослин.
Найефективніші препарати від іржі на груші
Іржа на грушах може значно пошкодити врожай та негативно вплинути на розвиток дерев. Для боротьби з цією хворобою використовуються різні препарати, які допомагають знищити грибок, що викликає іржу і повернути дереву його здоровий вигляд.
Ось кілька найефективніших препаратів, які можна використовувати для боротьби з іржею на грушах:
- Триангл – цей препарат містить активні речовини, які ефективно знищують грибок і зменшують ризик повторного появи іржі. Щоб захистити груші від іржі, необхідно розчинити препарат у воді і обробити рослини за інструкцією.
- Вейгелло Мікс – цей препарат містить комплекс активних речовин, які знищують грибок і запобігають його подальшому розповсюдженню. Зазвичай його застосовують на ранніх стадіях розвитку іржі.
- Стробілурини – ці препарати добре впливають на іржу та інші грибкові захворювання. Вони знищують грибкові клітини і прискорюють процес одужання дерев. Однак, важливо дотримуватись інструкцій та не перевищувати рекомендовану дозу препарату.
При виборі препарату для боротьби з іржею на грушах важливо звернути увагу на його склад, режими застосування та рекомендації виробника. Також слід регулярно перевіряти стан грушових дерев, проводити профілактичні заходи та усувати джерела зараження.
Запам’ятайте, що правильне застосування препаратів та своєчасна боротьба з іржею на грушах допоможуть зберегти врожай та здоров’я дерев.
Рекомендації по використанню препаратів від іржі на груші

Іржа – це розповсюджена хвороба груш, яка може впливати на врожай і якість плодів. Для боротьби з цією хворобою і забезпечення здоров’я рослин, рекомендується використовувати спеціальні препарати. Нижче наведені деякі рекомендації по їх використанню.
- Вибір препарату: Для ефективної боротьби з іржою на груші варто вибирати препарати, які містять активні речовини, що знищують гриби-патогени. Зверніть увагу на рекомендації та дозу, зазначені на упаковці.
- Термін обробки: Важливо дотримуватися рекомендованого терміну обробки. Зазвичай препарати від іржі на груші потрібно застосовувати до появи перших ознак хвороби або на початкових стадіях розвитку іржевих плям.
- Частота обробки: Для досягнення найкращого ефекту рекомендується повторювати обробку препаратом з заданою регулярністю. Зазвичай інтервал між обробками складає від 7 до 14 днів. Слід дотримуватися рекомендацій, щоб уникнути розвитку стійких штамів грибів.
- Спосіб обробки: Для боротьби з іржою на грушах можна використовувати різні способи обробки, включаючи розпилення, занурення або розпилення з використанням спеціальних пристроїв. Дотримуйтеся інструкцій, щоб забезпечити рівномірне покриття всієї рослини препаратом.
- Правила безпеки: При використанні препаратів від іржі на груші необхідно дотримуватися правил безпеки. Носіть захисні рукавиці, очки і маску, щоб уникнути контакту з препаратом. Дотримуйтесь указаних рекомендацій щодо сховища і утилізації препарату.
Регулярна обробка груш від іржі з допомогою відповідних препаратів може допомогти зберегти здоров’я рослин і забезпечити врожай. Пам’ятайте, що природні умови і ступінь розвитку хвороби можуть впливати на ефективність препарату. Зверніться до фахівця, якщо ви маєте питання щодо використання препаратів від іржі на груші.
Питання та відповіді
Чи є ефективні препарати від іржі на груші?
Так, існують ефективні препарати для боротьби з іржою на грушах. Вони допомагають знищити грибки, які викликають цю хворобу і захистити рослину від поширення інфекції.
Які засоби можна використовувати для боротьби з іржою на груші?
Для боротьби з іржою на грушах можна використовувати різноманітні препарати, такі як суданка грушева, оксихлорид міді, фунгіциди на основі триадимена, налідіксових кислот або тіобендазолу. Важливо дотримуватися інструкцій і термінів обробки.
Як часто потрібно обробляти груші від іржі?
Для успішного контролю іржі на грушах необхідно правильно планувати обробку. Зазвичай рекомендується проводити першу обробку весною перед розпусканням бруньок, а подальші обробки робити з інтервалом 7-14 днів. Частота обробки залежить від погодних умов та ступеня поширення іржі.